CAPE
Additive manufacturing (AM) builds parts layer-by-layer from 3D digital models through a multistep process involving design, slicing, and machine file generation. Despite its flexibility, AM workflows are vulnerable to design theft, tampering, and counterfeit parts, raising serious concerns for product security, especially for mission-critical applications. This project focused on embedding hidden security barcodes directly into AM parts to protect against these threats. The method was designed to integrate seamlessly with any AM process without altering printing parameters or materials, enabling straightforward and reliable part authentication.
Component Authentication via Provenance Encasing for AM
Year: 2017
Customer: DARPA
The Puzzle
What was the challenge? Why was it worth solving?
Additive Manufacturing (AM) enables rapid global sharing and modification of digital part designs, but this digital nature exposes intellectual property to theft, tampering, and piracy, similar to challenges faced by the music and movie industries with digitization.
AM workflows are vulnerable at every step—from CAD file creation to final part shipment—making the entire process susceptible to two primary threats:
Cyber attacks: Theft, corruption, or alteration of digital files (.STL/.AMF), tool path files, or machine firmware can compromise part geometry, internal structure, or machine function, potentially causing part failures or machine damage.
Counterfeiting: Unauthorized production of fake AM parts or use of counterfeit AM machines and materials threatens product integrity, especially for mission-critical components, risking safety and brand reputation.
Existing anti-counterfeiting technologies (holograms, watermarks, reactive inks, barcodes, RFID) face limitations such as easy removal, incompatibility with all AM processes, high cost, or vulnerability to replication.
Methods embedding security features, like RFID tags, chemical fingerprints, nanomaterials, or fluorescent particles, often require process modifications, are not universally applicable to metal and plastic parts, or face detection challenges after post-processing.
No current solution effectively secures both metal and plastic AM parts without altering feedstock materials or disrupting manufacturing workflows, leaving a critical gap in ensuring provenance and authenticity in AM products.
The Game Plan
How the problem was approached — strategy, tools, and intent.
To address the challenges of securing additively manufactured parts, the project focused on embedding robust, physical security features during the printing process itself. This approach harnesses the concept of Physical Unclonable Functions (PUFs), specifically acoustic PUFs, to create unique and impossible-to-duplicate “fingerprints” within each part.
Embed Acoustic PUFs directly into AM parts by leveraging inherent process variability and strategic placement of random features.
Explore multiple materials across key AM categories, metals, thermoplastics, and photopolymers, to ensure method versatility.
Generate and catalog acoustic signatures from a variety of parts, printing methods, and geometries to validate security across applications.
Develop an ultrasonic interrogation device coupled with an easy-to-use testing protocol for rapid, non-destructive authentication.
This project laid the foundation for a scalable, universal AM part authentication system that does not interfere with existing manufacturing workflows, offering manufacturers and end-users a reliable way to verify part authenticity in real time.
What Actually Happened
The results. The breakthroughs. Maybe even a few surprises.
This project aimed to explore the feasibility of embedding detectable acoustic “fingerprints” inside additively manufactured parts and interrogating them with a handheld ultrasonic device. Over six months, the team established a solid technical foundation and confirmed several key hypotheses.
Successfully embedded internal features of various shapes (cube, sphere, cone) into CAD designs and reproduced them via multiple AM processes, including filament extrusion, vat photopolymerization, and direct metal laser sintering.
Determined minimum detectable feature sizes for each process, ranging from 1.0–2.0 mm³ depending on material and orientation.
Acoustic signatures were reliably captured using a 10 MHz dual-element transducer; detectability improved on flat surfaces and was affected by curvature, post-processing, and material opacity.
Acoustic response was not affected by the presence of embedded features, as confirmed via mechanical testing.
Ultrasonic simulation results aligned with experimental data, validating our detection thresholds and guiding further transducer and tag design.
Phased-array acoustic data yielded significantly more information and will be critical for encoding verifiable part identity in future phases.
This work demonstrated the viability of acoustic PUFs as a scalable anti-counterfeiting measure, and clarified the interplay between print resolution, part geometry, and signal fidelity.
Show & Tell
Visuals, prints, textures, data — what it looked like in the real world.

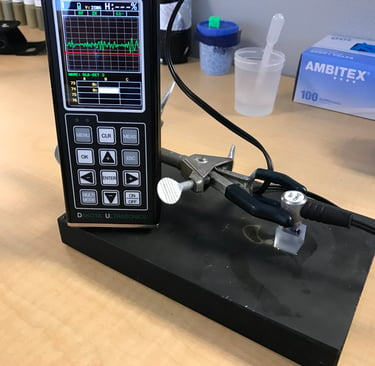


Ultrasonic interrogation setup used to evaluate embedded tags, dual-element transducer positioned for acoustic signal acquisition.
Internal phantom tag successfully detected, acoustic waveform confirms presence and spatial location of the embedded feature.
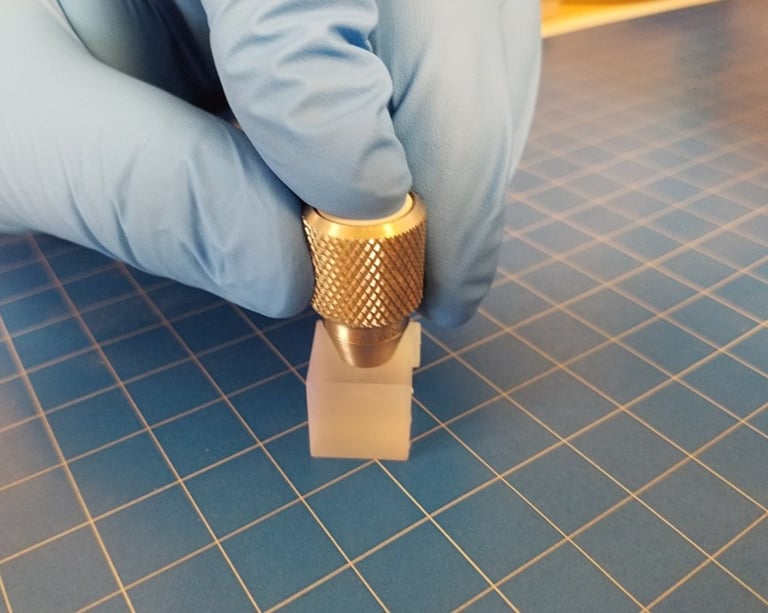
SLA part under test - tag interrogation performed on photopolymerized resin; signal clarity dependent on geometry and resin opacity.
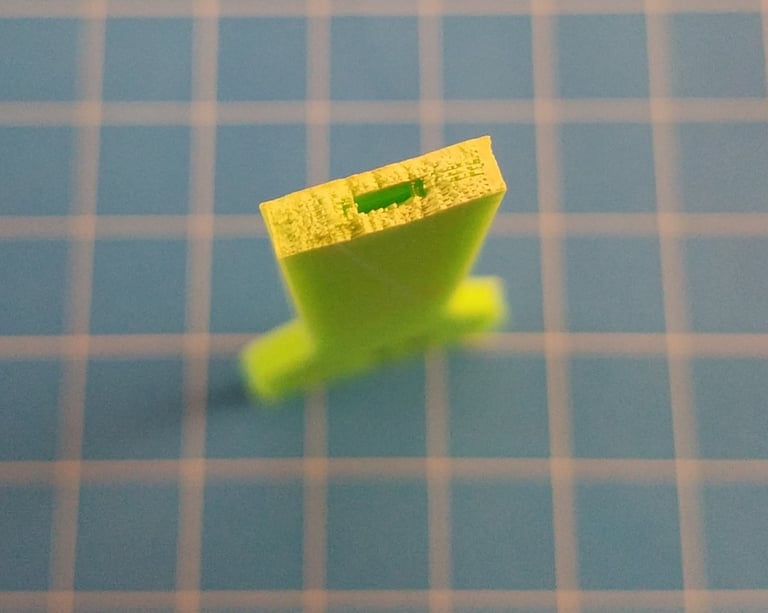
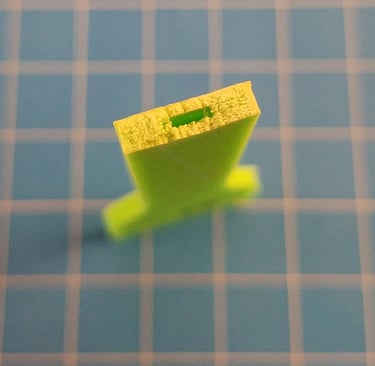
Cross-section of FFF component revealing embedded tag; no evidence of structural degradation; tensile performance unaffected.
Lessons from the Lab
What worked. What didn’t. What was learned along the way.
Embedding internal acoustic features during the AM design stage is feasible across multiple printing platforms, but requires geometry-specific considerations to ensure reliable detection.
Detection fidelity is highly dependent on tag location, surface curvature, and transducer focus - highlighting the need for tailored part-tag-transducer alignment.
Material selection and post-processing steps (e.g., curing, storage conditions) can significantly influence the acoustic response and must be controlled for consistent validation.
Acoustic tagging does not compromise mechanical integrity; confirmed through tensile testing of tagged metal and polymer specimens.
Simulations proved invaluable for guiding experimental design, validating detection thresholds, and accelerating the optimization of tag geometry and placement strategies.